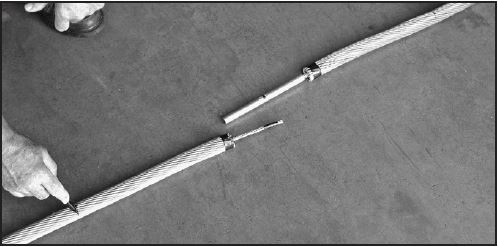
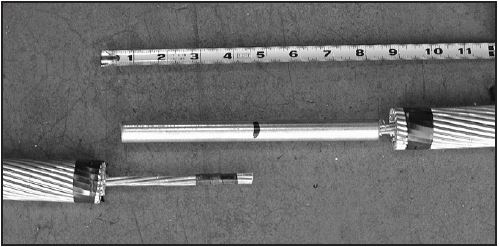
Compression Splice for ACSS and ACSS/TW Conductors
Installation
Instructions




































Sl
No
|
ACSR
Code Name
|
DIA
|
A
|
ALUMINUM
SLEEVE
|
STEEL
SLEEVE
|
No
of Bolts
|
||||||
ØD1
|
ØD2
|
X
|
Y
|
ØD3
|
ØD4
|
X
|
Y
|
|||||
1
|
RACCOON
|
12.27
|
394
|
15.3
|
24.0
|
23.4
|
20.2
|
05.00
|
12.2
|
11.7
|
10.1
|
2
|
2
|
DOG
|
14.15
|
394
|
16.7
|
30.0
|
29.4
|
25.0
|
05.00
|
12.2
|
11.7
|
10.1
|
2
|
3
|
LEOPARD
|
15.84
|
394
|
18.3
|
30.0
|
29.4
|
25.0
|
05.60
|
12.2
|
11.7
|
10.1
|
2
|
4
|
COYOTE
|
15.86
|
394
|
18.3
|
30.0
|
29.4
|
25.0
|
06.00
|
12.2
|
11.7
|
10.1
|
2
|
5
|
TIGER
|
16.52
|
457
|
18.6
|
33.0
|
35.6
|
28.0
|
07.30
|
15.2
|
14.7
|
12.7
|
2
|
6
|
WOLF
|
18.13
|
419
|
20.6
|
33.0
|
32.6
|
28.0
|
08.00
|
15.2
|
14.7
|
12.7
|
2
|
7
|
ORIOLE
|
18.82
|
419
|
21.8
|
33.0
|
32.6
|
28.0
|
08.40
|
18.0
|
17.4
|
15.1
|
2
|
8
|
LYNX
|
19.53
|
457
|
21.8
|
38.0
|
37.0
|
32.0
|
08.70
|
18.0
|
17.4
|
15.1
|
2
|
9
|
LARK
|
20.47
|
457
|
23.0
|
38.0
|
37.0
|
32.0
|
09.10
|
18.0
|
17.4
|
15.1
|
2
|
10
|
PANTHER
|
21.00
|
457
|
23.0
|
38.0
|
37.0
|
32.0
|
09.40
|
18.0
|
17.4
|
15.1
|
2
|
11
|
LINE
|
22.26
|
457
|
24.6
|
38.0
|
37.0
|
32.0
|
10.50
|
19.2
|
18.5
|
16.1
|
2
|
12
|
BEAR
|
23.45
|
508
|
25.0
|
43.0
|
41.0
|
36.0
|
10.30
|
19.2
|
18.5
|
16.1
|
2
|
13
|
GROSBEAK
|
25.16
|
457
|
27.0
|
43.0
|
41.0
|
36.0
|
09.80
|
19.2
|
18.5
|
16.1
|
2
|
14
|
TEAL
|
25.24
|
600
|
27.5
|
43.0
|
41.0
|
36.0
|
11.20
|
19.2
|
18.5
|
16.1
|
2
|
15
|
GOAT
|
25.97
|
508
|
29.0
|
43.0
|
41.0
|
36.0
|
11.50
|
19.2
|
18.5
|
16.1
|
3
|
16
|
ANTELOPE
|
26.73
|
508
|
29.0
|
43.0
|
41.0
|
36.0
|
09.30
|
18.0
|
17.4
|
15.1
|
3
|
17
|
KUNDAH
|
26.80
|
508
|
29.0
|
43.0
|
41.0
|
36.0
|
06.20
|
12.2
|
11.7
|
10.1
|
3
|
18
|
SHEEP
|
27.93
|
559
|
30.0
|
48.0
|
46.0
|
40.0
|
12.30
|
24.0
|
23.4
|
20.2
|
3
|
19
|
DRAKE
|
28.14
|
559
|
31.0
|
48.0
|
46.0
|
40.0
|
10.70
|
19.2
|
18.5
|
16.1
|
2
|
20
|
ZEBRA
|
28.62
|
559
|
31.0
|
48.0
|
46.0
|
40.0
|
09.95
|
19.2
|
18.5
|
16.0
|
3
|
21
|
DEER
|
29.89
|
597
|
33.0
|
54.0
|
53.0
|
46.0
|
13.10
|
24.0
|
23.4
|
20.2
|
4
|
22
|
CAMEL
|
30.15
|
559
|
32.0
|
48.0
|
46.0
|
40.0
|
10.50
|
21.0
|
20.2
|
17.5
|
3
|
23
|
ELK
|
31.50
|
597
|
34.0
|
54.0
|
53.0
|
46.0
|
14.00
|
24.0
|
23.4
|
20.2
|
4
|
24
|
MORKULLA
|
31.68
|
597
|
34.0
|
54.0
|
53.0
|
46.0
|
07.50
|
15.2
|
14.7
|
12.7
|
4
|
25
|
MOOSE
|
31.77
|
597
|
34.0
|
54.0
|
53.0
|
46.0
|
11.10
|
21.0
|
20.2
|
17.5
|
4
|
26
|
BERSIMIS
|
35.05
|
635
|
37.4
|
58.4
|
57.4
|
49.7
|
08.10
|
20.7
|
20.2
|
17.5
|
4
|
{kind=link}